RASSERA
日本酒「らっせら」
青森県産酒米「山酒4号(玉苗)」を使い、
ねぶたの掛け声「らっせら」を冠して醸す、祭り支援酒。
ブランドについて
SAKE FOR FESTIVALS
飲むほどに、祭りが続く。
「らっせら、らっせら」。青森ねぶた祭の跳人が街にこだまさせる掛け声を、ブランド名に冠しました。
青森県青森市前田地区の株式会社PADDY FIELDが栽培した青森県産の酒米「山酒4号(玉苗)」を使い、青森県弘前市・三浦酒造株式会社が醸す純米吟醸酒。一本の販売が、青森や東北の祭りを支える資金へとつながります。
米つくり酒つくりの人、祭りや伝統芸能を担う人、購入してお酒を飲む人。三者をつなぐ、新しい祭り支援酒です。
商品ラインナップ
青森の文化を、酒とともに。
地域の伝統工芸・特産品と組み合わせた、贈り物にもふさわしいセットをご用意しています。
酒米について
「らっせら」のために、青森の田で育てた酒米「山酒4号(玉苗)」。
契約栽培で育てる酒米で雇用を創出することができる可能性があります。
地域の田畑も祭りを支援する一部となっていきます。
山酒4号(玉苗)
青森県のオリジナル酒米。粒が大きく、心白の発現が良好。なめらかで透明感のある酒質に仕上がります。
契約栽培
地元の米農家と祭り団体が契約を結び、安定した栽培環境と品質を確保しています。
地域循環
米づくりから酒造り、販売、祭り支援まで。土地のなかで価値が循環する仕組みです。
醸造ストーリー
「らっせら」を醸すのは、青森県弘前市の三浦酒造株式会社。昭和5年創業、岩木山・赤倉山系の伏流水と契約栽培の酒造好適米にこだわる、家族中心の酒蔵です。
「和醸良酒」を理念に、杜氏・麹屋・釜屋が一致団結した小仕込みで醸造。山酒4号(玉苗)の特性を最大限に引き出すべく、低温長期発酵でじっくりと仕上げます。
「祭りに添える酒」として、冷やしてもぬる燗でも、料理を選ばず楽しめる仕上がりです。
ABOUT THE BREWERY
三浦酒造について
青森県弘前市に蔵を構える三浦酒造は、昭和5年創業。
「豊盃(ほうはい)」を主力銘柄に、家族中心の小仕込みで丁寧な酒造りを続けてきました。
岩木山・赤倉山系の清冽な伏流水と、契約栽培による良質な酒造好適米が、その酒質を支えています。
- 蔵名
- 三浦酒造株式会社
- 創業
- 昭和5年(1930年)
- 所在地
- 青森県弘前市石渡5-1-1
- 代表銘柄
- 豊盃(ほうはい)
- 仕込み水
- 岩木山・赤倉山系の伏流水(軟水)
- 理念
- 和醸良酒 ── 造り手が心を合わせ、良い酒を醸す
- 公式サイト
- houhai.co.jp
RICE GROWING
お米ができるまで
青森の田で実る一粒一粒。
祭りを支える「山酒4号(玉苗)」が、こうしてお米になります。
-
種もみ
お米の種のことを「種もみ」といいます。普段食べているお米とは違い、白くありません。ここから芽が出て、苗になります。
-
苗づくり
種もみを田んぼに直接まかず、育苗箱に蒔いて芽が出て大きくなるまで育てます。種をまいた上に土をかぶせて発芽を待ちます。
-
田おこし
冬の間眠っていた田んぼの土を掘り起こし、肥料を混ぜて栄養がたっぷり入った田んぼをつくります。
-
しろかき
田おこしのあと、田んぼに水を入れて土と混ぜ合わせ、平らにします。これで田植えの準備が完了です。
-
田植え
苗が12cmほどに育ち、葉が2枚以上になったら田植えへ。苗の束から3〜4本ずつ取り、印に沿って植えていきます。今では田植え機が主流ですが、機械が入れない箇所は手植えで仕上げます。
-
田植えから稲刈りまで
苗を植えたあとは、田んぼの水量の調整や雑草を抜く作業を欠かしません。手間をかけることで、稲が大きく実っていきます。
-
稲刈り
稲が黄金色に実ったら刈り取りの時期。今ではコンバインを使って稲刈りと脱穀を一度に行うのが一般的です。
-
はさがけ
刈り取った稲を乾燥させるため、束ねた稲を「はさ」と呼ばれる棒に掛けて天日干しにします。風と陽の力で旨味が引き出されます。
-
脱穀
乾燥させた稲からもみを取る作業です。1本の稲から70粒ほどのお米がとれます。
-
もみすり
もみを「もみがら」と「玄米」に分ける作業。速さの違うゴムローラーにもみを通すことで、もみがらを取り除きます。
-
精米
玄米の表面を削り、白くてつやのあるお米へ。酒米はさらに磨き込み、雑味の少ないクリアな酒質を目指します。
SAKE BREWING
お酒造りの流れ
磨いた米と仕込み水、麹と酵母。
11の工程を経て、一献の日本酒が生まれます。
-
精米(せいまい)
玄米の表層を削り、雑味のもとになる部分を取り除きます。残った中心部の比率を「精米歩合」といい、磨き込むほど雑味が減り、香り高く澄んだ酒質に仕上がります。
-
洗米・浸漬(せんまい・しんせき)
精米した白米を洗い、米についた糠を落として水を吸わせる工程。秒単位で吸水時間を計り、米のコンディションを整えます。
-
蒸米(じょうまい)
大きな甑(こしき)で米を蒸し上げ、外硬内軟(外は固く中は柔らかい)の状態に仕上げます。麹造りや仕込みに最適な蒸米となります。
-
麹造り(こうじづくり)
蒸米に種麹をふりかけ、温度・湿度を管理した麹室で約2日間かけて麹菌を繁殖させます。米のデンプンを糖に変える、酒造りの土台となる工程です。
-
酒母造り(しゅぼ/酛)
麹・蒸米・水・酵母・乳酸を合わせ、醪を醸すための「酒母(酛)」を育てます。雑菌を寄せ付けず、健全な酵母を大量に培養します。
-
醪造り(もろみ・三段仕込み)
酒母に蒸米・麹・水を「初添え」「仲添え」「留添え」の3回に分けて加える、日本独自の三段仕込み。約20〜30日かけてアルコール発酵を進めます。
-
上槽(じょうそう)
熟成した醪を搾り、清酒と酒粕に分離します。「あらばしり」「中取り」「責め」と段階によって味わいが変わるのも、この工程ならでは。
-
滓引き・濾過(おりひき・ろか)
上槽したばかりの酒に残る滓を沈ませて取り除き、必要に応じて活性炭などで濾過。透明感と味のバランスを整えます。
-
火入れ(ひいれ)
65℃前後で短時間加熱し、酵素の働きを止めて品質を安定させる加熱殺菌。酒を貯蔵する前に行います。
-
貯蔵・調合
タンクで一定期間熟成させ、味わいをまろやかに整えます。出荷前にはタンクごとの酒をブレンドし、銘柄の味を仕上げます。
-
瓶詰め・出荷
瓶詰めした酒に2回目の火入れを行い、ラベルを貼って出荷へ。蔵から食卓へ、そして祭りの夜へと届きます。
清野秀汰との出逢いと感謝の意

清野 秀汰 Shuuta Seino
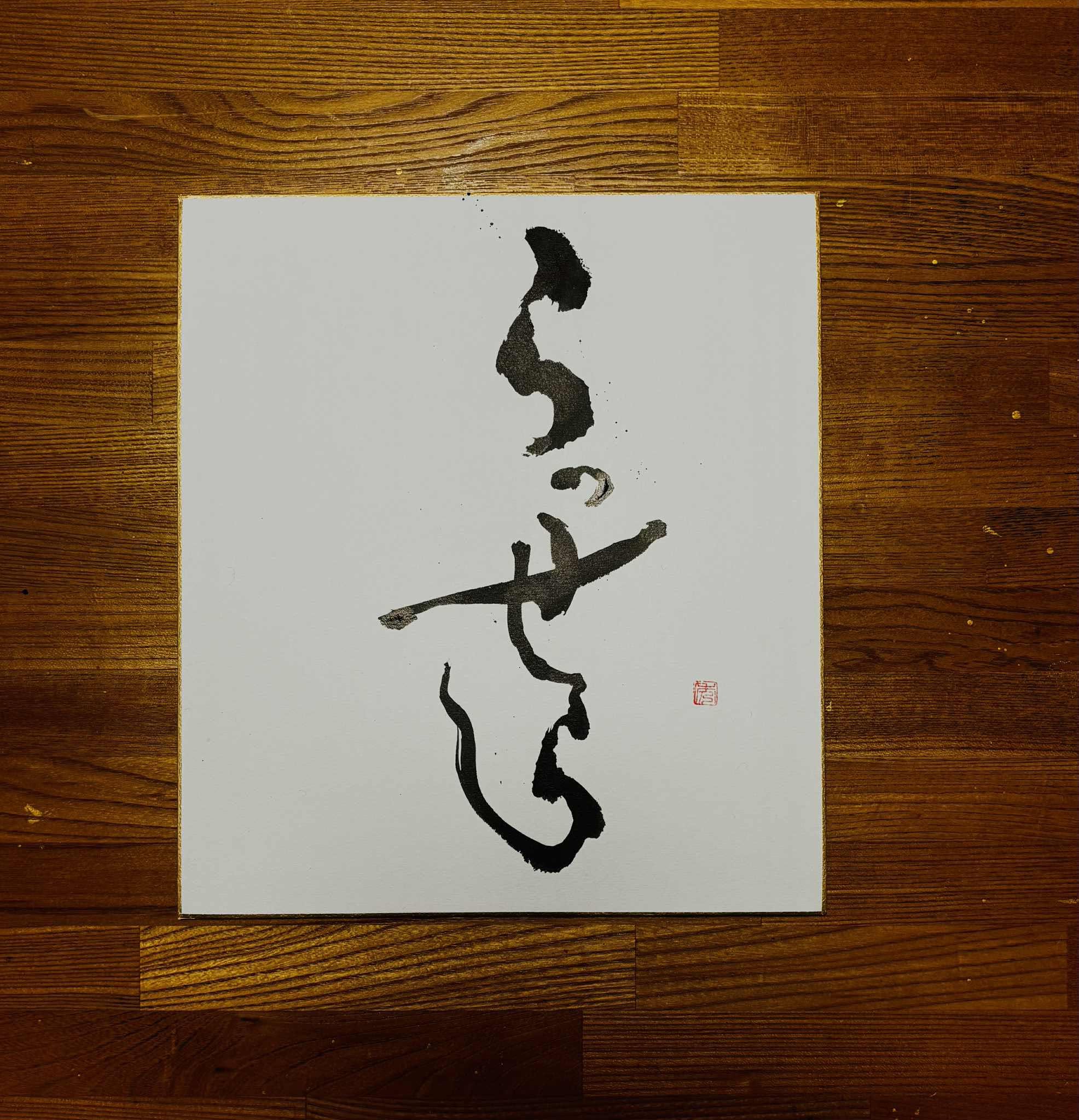
社名「万祭万酒万歳」と酒のラベル「らっせら」の文字は、書道家・清野秀汰氏が揮毫してくれた書です。
青森県で生まれ育ち、書家として独立し、筆に魂を込め続けた彼は、代表・後藤との出会いの中で、このプロジェクトの志に深く共鳴してくれました。言葉を交わすうちに思いが通じ合い、祭りと酒と人をつなぐこのプロジェクトの同志となってくれました。
清野秀汰は、惜しくも2026年2月にこの世を去り、一緒にこのお酒を呑むという夢は叶いませんでしたが、彼が書いた文字はブランドの核心に宿り続け、これから弊社が続く限り輝き続けます。その筆跡は、彼の祈りであり、東北の祭り文化への愛そのものです。
ここに感謝の意を記しておきます。
『しゅーてい心から素晴らしい書をありがとうございました。これからこの会社、そしてお酒【らっせら】を大切に育てて参ります。』
一本の販売が、祭りを支えます。
お買い求めはオンラインショップへ。